热收缩薄膜的生产工艺与原理
塑料包括无定型塑料和结晶型塑料。在生产薄膜的过程中,塑料受热熔融,其大分子间的作用力减弱,大分子成无序排列,即使在薄膜冷却后,只要其温度低于软化点时,大分子仍是无规则状态。若将其再加热至高聚物的高弹态温度时,对薄膜进行拉伸,大分子链就会沿外力作用方向(拉伸方向),进行有规则的定向排列。这时,对薄膜进行冷却,分子链段的定向就被冻结起来。当重新对薄膜进行加热时,由于分子链段的活动,高聚物有一种恢复其拉伸前尺寸的趋势(记忆功能),被拉伸定向的薄膜产生应力松弛,已定向的薄膜发生解取向,薄膜就沿原来拉伸方向,收缩恢复到初始尺寸。这就是薄膜的热收缩性。
热收缩膜纵向收缩率分析依据温度、时间变化情况测定膜纵向收缩长度,计算得膜纵向收缩率,见图1。
比较图1a-c可知,本试验中的几种热收缩膜的纵向热收缩率均随包装作业时的加热温度提高或加热时间增加而增大,其中,PE膜的纵向热收缩率增加最大,收缩率可从45%到70%左右,这可以从以下两方面来解释:一是PE膜的结晶度高于其它3种薄膜,一般来说,薄膜的结晶度越高,其分子排列越紧密,密度越高,因而收缩率越大;另一方面的原因可能是PE膜的纵向拉伸程度也比较高,因而热收缩率也比较大。比较图1a-c还可知PE膜在150~180℃范围热稳定性较好。PET膜在温度为100~120℃时加热10s时,热收缩率也比较大,这可能也是由于其结晶度比较高引起的;但随着温度和加热时间的进一步增加,其热收缩率变化不大,可能是由于PET热收缩膜纵向拉伸程度比较低造成的。PVC和PVC的纵向热收率相差不大,但由于PVC的结晶度略高于PVC,因而其纵向收缩率也稍微高些。
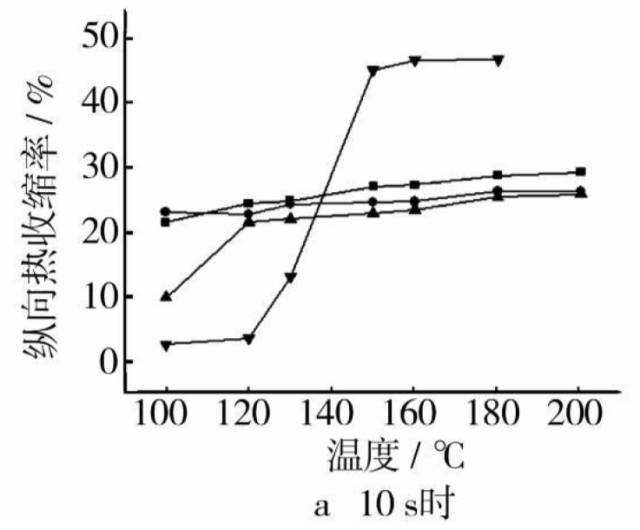
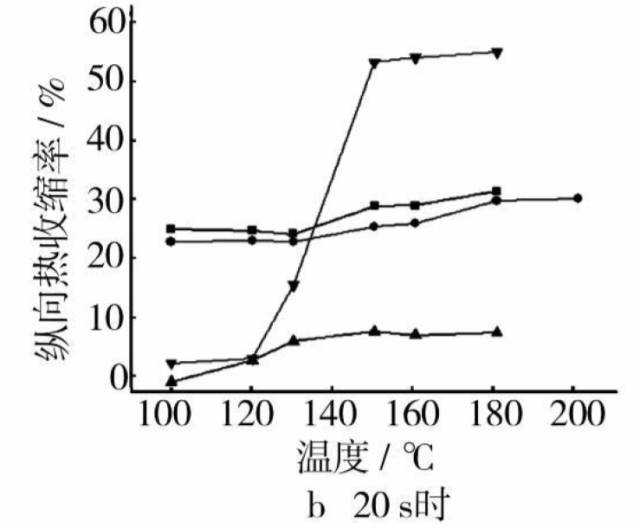
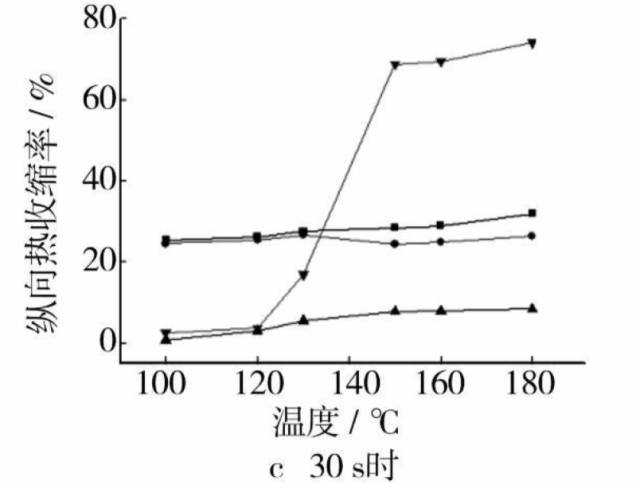
图1薄膜的纵向热收缩率-温度曲线
薄膜材料横向收缩率分析依据温度、时间变化情况测定膜横向收缩长度,计算得膜横向收缩率,见图2。
比较图2a,b和c可知,横向热收缩率依然对包装作业时的加热温度和加热时间有正依赖性,其随温度与时间的变化快慢趋势与纵向收缩类似,但可能由于其横向拉伸程度不一样,因而收缩率并不相同。例如PE膜横向热收缩率在30%~40%左右,而PET的横向热收缩率可以达到70%以上,PVC横向热收缩率则在40%~45%。认为造成以上横向收缩率差异的主要原因是这几种薄膜的横向拉伸程度的不同。将图1和图2相比较,这几种薄膜的横向热稳定性温度范围与纵向热稳定范围基本一致,例如PE膜的横向热稳定性在150~180℃范围良好;PET在120~200℃热稳定性好。
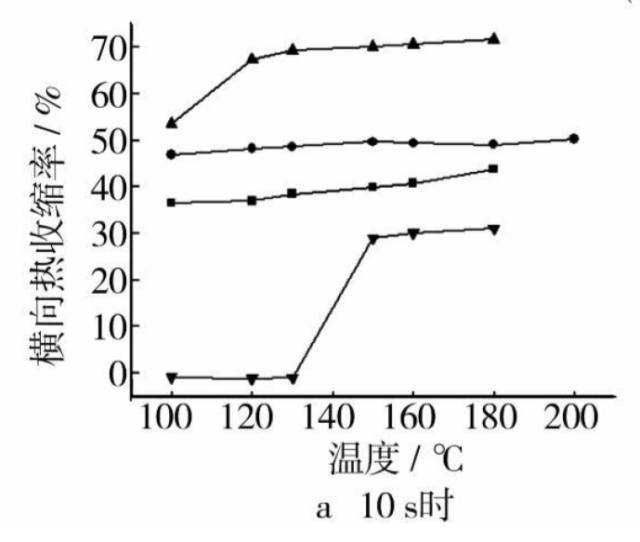

图2薄膜的横向热收缩率-温度曲线
结论综合以上膜纵向和横向收缩率,可将几种热收缩膜特性进行对比,见表1。PE膜加热时间较短,纵横收缩率较均匀,成本较低,但是加热的温度范围较窄;PET膜成本较高,横向收缩率高,可能更适合横向收缩的工艺设计;相对于前两种材料,PVC膜成本适中,纵横收缩率较均匀,但是加热时间稍长。PVC略带杂质,呈黑色,PVC透光率较好。
在生产中,可以根据成本和不同的设计方案选择不同的包装材料,如:对于印刷图文的热收缩薄膜,要求有均衡的纵横向热收缩率;对于松软的包装物,过大的热收缩率,会使物件变形;对于圆柱状坚硬物体,要求较高的横向热收缩率,才能使薄膜紧贴物件。又因为热收缩薄膜的实际热收缩率往往由被包装物件尺寸决定,因此在热收缩薄膜的实际应用中,并不一定要达到其最大热收缩率,可以根据实际要求进行调整。
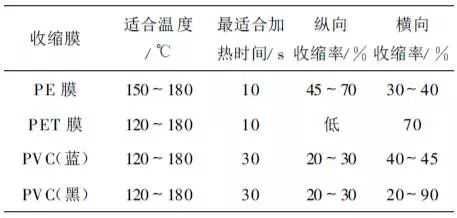
表1:几种热收缩膜的热收缩性能





