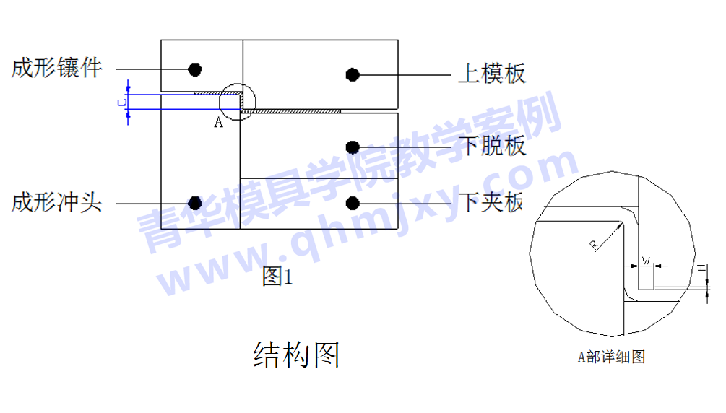
五金模具一次成形,计算参见展开系数设计标准(如图1)
为减少材料的流动性,上模板成形部分应做压筋,宽度0.5MM≤W≤1.5MM,深度0.05MM≤H≤0.3MM;为减轻材料的刮伤以及有利于材料的成形,应在下模折弯块成形部分倒角R≥0.3MM;由于Z曲在折弯过程中流动性很大,在保证压缩量足够的情况下,弹簧压力应越大越好;
1.当C≥5T且成形冲头强度足够时,先折先端90度(如图2);再折末端90度
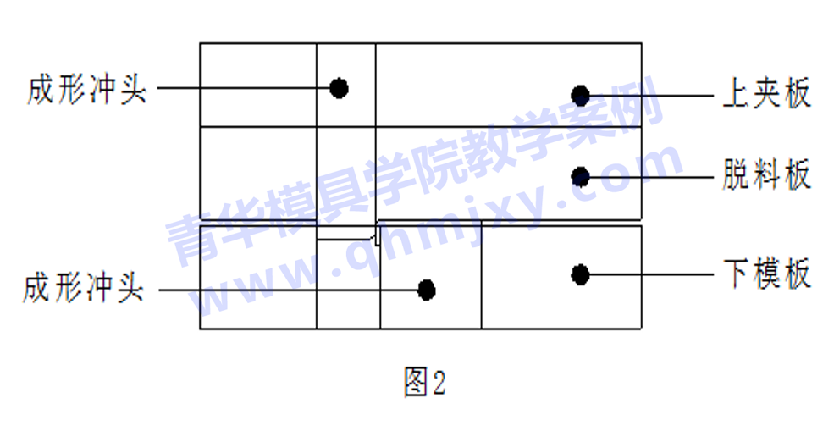
2.(如图3);展开长度按正常计算方法取数。这种样式应充分考虑冲头的强度和模板避位。
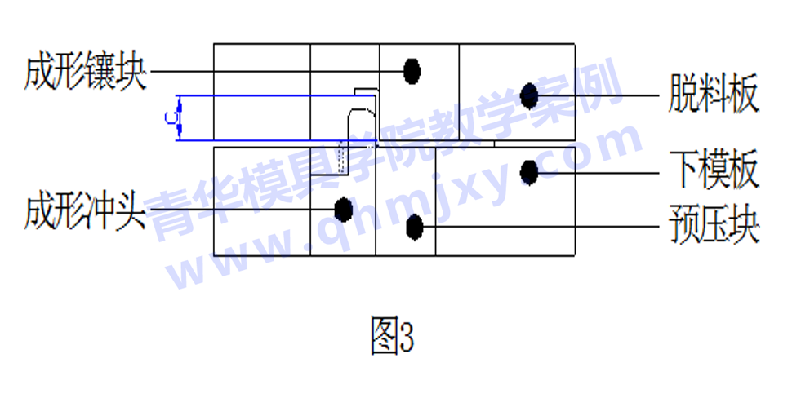
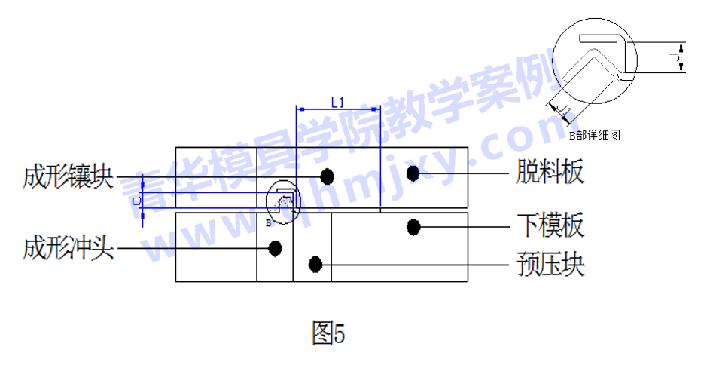
3.当C≥5T但成形冲头强度难以得到保证时,先预折45度,(如图4)再折成90度(如图5),展开长度按正常计算方法取数。
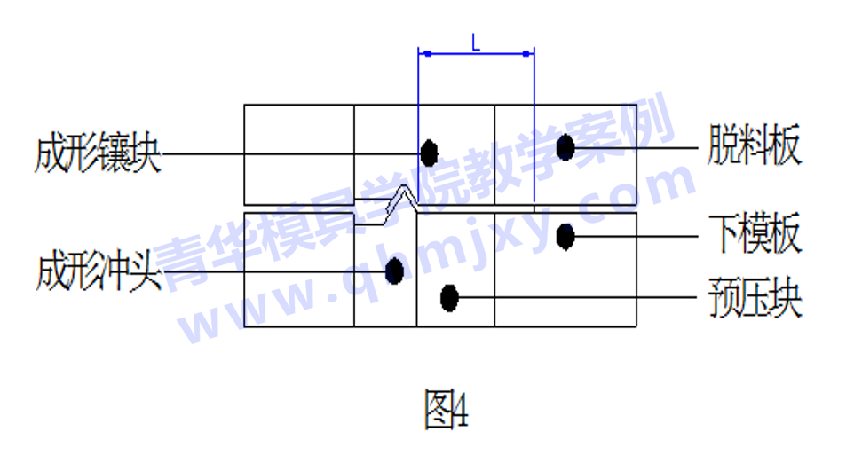
4.(如图5),展开长度按正常计算方法取数。L应比L1长0.35倍折弯补偿量(不小于0.1),有利于角度的调整。J1的长度应等于J加上0.15倍折弯补偿量。这种样式应充分考虑冲头的强度和避位。
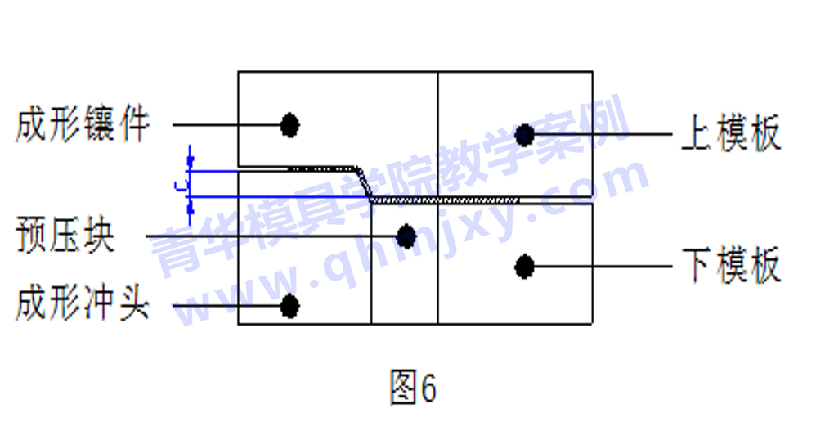
5.当Z曲角度大于90度且C5T时,可以一次成形,由于在成形过程中流动性不大,展开长度按正常计算方法取数(如图6)
版权声明:文章来源网络聚合,如有问题请联系删除。

架线全线贯通")



